














Description
Universel pour la fusion à chaud et la connexion à froid. Compatible avec 98 % des marques d'outils de coupe du marché (Fujikura CT-06 CT-08 CT-30 CT-50, Sumitomo FC-6S FC-8R, Furukawa S-326, Inno V7, Jilong KL-21L, etc.). Installation facile, cycles de coupe prolongés, coupe précise en angle.< 0,5°. L'acier tungstène ultra-fin garantit une coupe précise, une excellente résistance à l'usure et un travail soigné. Largement applicable aux outils de coupe de diverses marques de fibre optique.

Liste des notes
| Grade | Code ISO | Propriétés physiques et mécaniques (≥) | Application | ||
| Densité g/cm3 | Dureté (HRA) | TRS N/mm2 | |||
| YG3X | K05 | 15,0-15,4 | ≥ 91,5 | ≥1180 | Convient pour l'usinage de précision de la fonte et des métaux non ferreux. |
| YG3 | K05 | 15,0-15,4 | ≥ 90,5 | ≥1180 | |
| YG6X | K10 | 14,8-15,1 | ≥91 | ≥1420 | Convient pour l'usinage de précision et la semi-finition de la fonte et des métaux non ferreux, ainsi que pour le traitement de l'acier au manganèse et de l'acier trempé. |
| YG6A | K10 | 14,7-15,1 | ≥ 91,5 | ≥1370 | |
| YG6 | K20 | 14,7-15,1 | ≥89,5 | ≥1520 | Convient pour l'usinage semi-fini et grossier de la fonte et des alliages légers, et peut également être utilisé pour l'usinage grossier de la fonte et de l'acier faiblement allié. |
| YG8N | K20 | 14,5-14,9 | ≥89,5 | ≥1500 | |
| YG8 | K20 | 14,6-14,9 | ≥89 | ≥1670 | |
| YG8C | K30 | 14,5-14,9 | ≥88 | ≥1710 | Convient pour l'incrustation de forages à impact rotatif et de forets à impact rotatif. |
| YG11C | K40 | 14,0-14,4 | ≥86,5 | ≥2060 | Convient pour l'incrustation de forets à dents coniques ou en forme de ciseau pour les machines de forage de roche robustes pour s'attaquer aux formations rocheuses dures. |
| YG15 | K30 | 13,9-14,2 | ≥86,5 | ≥2020 | Convient aux essais de traction de barres et de tuyaux en acier sous des taux de compression élevés. |
| YG20 | K30 | 13,4-13,8 | ≥85 | ≥ 2450 | Convient pour la fabrication de matrices d'estampage. |
| YG20C | K40 | 13,4-13,8 | ≥82 | ≥2260 | Convient pour la fabrication de matrices d'emboutissage et de pressage à froid pour des industries telles que les pièces standard, les roulements, les outils, etc. |
| YW1 | M10 | 12,7-13,5 | ≥ 91,5 | ≥1180 | Convient pour l'usinage de précision et la semi-finition de l'acier inoxydable et de l'acier allié général. |
| YW2 | M20 | 12,5-13,2 | ≥ 90,5 | ≥1350 | Convient pour la semi-finition de l'acier inoxydable et de l'acier faiblement allié. |
| YS8 | M05 | 13,9-14,2 | ≥ 92,5 | ≥1620 | Convient à l'usinage de précision des alliages haute température à base de fer, à base de nickel et d'acier à haute résistance. |
| YT5 | P30 | 12,5-13,2 | ≥89,5 | ≥1430 | Convient pour la découpe intensive de l'acier et de la fonte. |
| YT15 | P10 | 11.1-11.6 | ≥91 | ≥1180 | Convient pour l'usinage de précision et la semi-finition de l'acier et de la fonte. |
| YT14 | P20 | 11.2-11.8 | ≥ 90,5 | ≥1270 | Convient pour l'usinage de précision et la semi-finition de l'acier et de la fonte, avec une vitesse d'avance modérée. YS25 est spécialement conçu pour les opérations de fraisage sur l'acier et la fonte. |
| YC45 | P40/P50 | 12,5-12,9 | ≥90 | ≥ 2000 | Convient aux outils de coupe robustes, offrant d'excellents résultats dans le tournage grossier de pièces moulées et de diverses pièces forgées en acier. |
| YK20 | K20 | 14.3-14.6 | ≥86 | ≥ 2250 | Convient pour l'insertion de forets à impact rotatif et le forage dans des formations rocheuses dures et relativement dures. |
Processus de commande

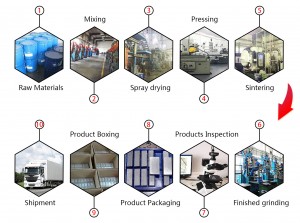
Processus de production
Conditionnement

-

Pointe de scie en carbure de tungstène et stellite
-

Plaquettes de fraisage de surface en carbure de tungstène pour Al...
-

Tige et ébauches en carbure de tungstène OEM ODM disponibles...
-

Fraise à scalper en carbure de tungstène pour cuivre et...
-

Plaque en carbure de tungstène – Cuivre poli fin...
-

Fraises rotatives ou mèches de meuleuse à matrice en carbure de tungstène



