














Description

Fraise à surfacer pour lingots d'aluminium
Présentation du produit :
La fraise à surfacer pour lingots d'aluminium est conçue pour le fraisage de surface avant le laminage à chaud
processus de lingots d'aluminium. La série de fraises à surfacer en aluminium comprend des pièces brutes
fraises, fraises de précision et fraises revêtues. La fraise d'ébauche
est utilisé pour le fraisage en vrac d'ébauches brutes. La fraise de précision est utilisée pour améliorer la
douceur de surface des lingots d'aluminium. La fraise revêtue améliore la résistance à l'usure et la durée de vie des lames.
Caractéristiques du produit :
1. Le bord de fraisage est tranchant, ce qui donne une surface lisse sur le lingot d'aluminium fraisé, avec une bonne
stabilité du traitement.
2. La lame a une densité et une stabilité élevées, offrant une excellente résistance aux chocs et à l'usure. 3. La surface de la lame a une bonne douceur, garantissant un processus de fraisage non adhésif et non brûlant.
Fraise d'ébauche :
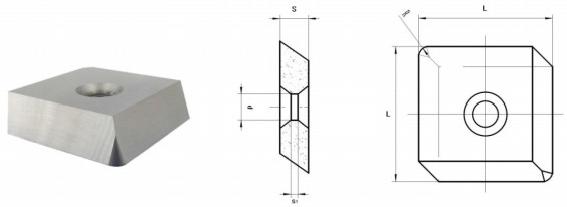
| Code de commande | Dimension (mm) | ||||
| L | R | d | S | s1 | |
| JT6206-L | 37,4 | 3 | 7 | 8 | 2 |
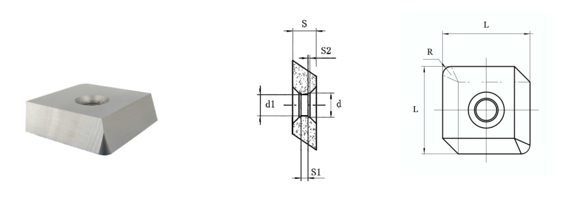
| Code de commande | Dimension (mm) | ||||||
| L | R | S | S1 | S2 | d | d1 | |
| JT6206-M | 30 | 3 | 8 | 2.4 | 0,65 | 8.2 | 7.2 |
Fraise de finition :
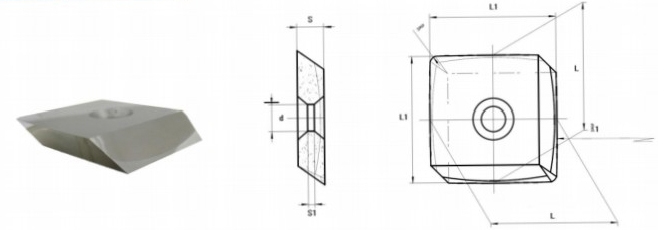
| Code de commande | Dimension (mm) | ||||||
| L | L1 | R | R1 | S | S1 | d | |
| JT6027 | 37,4 | 37.08 | 3 | 730 | 8 | 2 | 7.4 |
Fraise revêtue :

Liste des notes
| Grade | Code ISO | Propriétés physiques et mécaniques (≥) | Application | ||
| Densité g/cm3 | Dureté (HRA) | TRS N/mm2 | |||
| YG3X | K05 | 15,0-15,4 | ≥ 91,5 | ≥1180 | Convient pour l'usinage de précision de la fonte et des métaux non ferreux. |
| YG3 | K05 | 15,0-15,4 | ≥ 90,5 | ≥1180 | |
| YG6X | K10 | 14,8-15,1 | ≥91 | ≥1420 | Convient pour l'usinage de précision et la semi-finition de la fonte et des métaux non ferreux, ainsi que pour le traitement de l'acier au manganèse et de l'acier trempé. |
| YG6A | K10 | 14,7-15,1 | ≥ 91,5 | ≥1370 | |
| YG6 | K20 | 14,7-15,1 | ≥89,5 | ≥1520 | Convient pour l'usinage semi-fini et grossier de la fonte et des alliages légers, et peut également être utilisé pour l'usinage grossier de la fonte et de l'acier faiblement allié. |
| YG8N | K20 | 14,5-14,9 | ≥89,5 | ≥1500 | |
| YG8 | K20 | 14,6-14,9 | ≥89 | ≥1670 | |
| YG8C | K30 | 14,5-14,9 | ≥88 | ≥1710 | Convient pour l'incrustation de forages à impact rotatif et de forets à impact rotatif. |
| YG11C | K40 | 14,0-14,4 | ≥86,5 | ≥2060 | Convient pour l'incrustation de forets à dents coniques ou en forme de ciseau pour les machines de forage de roche robustes pour s'attaquer aux formations rocheuses dures. |
| YG15 | K30 | 13,9-14,2 | ≥86,5 | ≥2020 | Convient aux essais de traction de barres et de tuyaux en acier sous des taux de compression élevés. |
| YG20 | K30 | 13,4-13,8 | ≥85 | ≥ 2450 | Convient pour la fabrication de matrices d'estampage. |
| YG20C | K40 | 13,4-13,8 | ≥82 | ≥2260 | Convient pour la fabrication de matrices d'emboutissage et de pressage à froid pour des industries telles que les pièces standard, les roulements, les outils, etc. |
| YW1 | M10 | 12,7-13,5 | ≥ 91,5 | ≥1180 | Convient pour l'usinage de précision et la semi-finition de l'acier inoxydable et de l'acier allié général. |
| YW2 | M20 | 12,5-13,2 | ≥ 90,5 | ≥1350 | Convient pour la semi-finition de l'acier inoxydable et de l'acier faiblement allié. |
| YS8 | M05 | 13,9-14,2 | ≥ 92,5 | ≥1620 | Convient à l'usinage de précision des alliages haute température à base de fer, à base de nickel et d'acier à haute résistance. |
| YT5 | P30 | 12,5-13,2 | ≥89,5 | ≥1430 | Convient pour la découpe intensive de l'acier et de la fonte. |
| YT15 | P10 | 11.1-11.6 | ≥91 | ≥1180 | Convient pour l'usinage de précision et la semi-finition de l'acier et de la fonte. |
| YT14 | P20 | 11.2-11.8 | ≥ 90,5 | ≥1270 | Convient pour l'usinage de précision et la semi-finition de l'acier et de la fonte, avec une vitesse d'avance modérée. YS25 est spécialement conçu pour les opérations de fraisage sur l'acier et la fonte. |
| YC45 | P40/P50 | 12,5-12,9 | ≥90 | ≥ 2000 | Convient aux outils de coupe robustes, offrant d'excellents résultats dans le tournage grossier de pièces moulées et de diverses pièces forgées en acier. |
| YK20 | K20 | 14.3-14.6 | ≥86 | ≥ 2250 | Convient pour l'insertion de forets à impact rotatif et le forage dans des formations rocheuses dures et relativement dures. |
Processus de commande

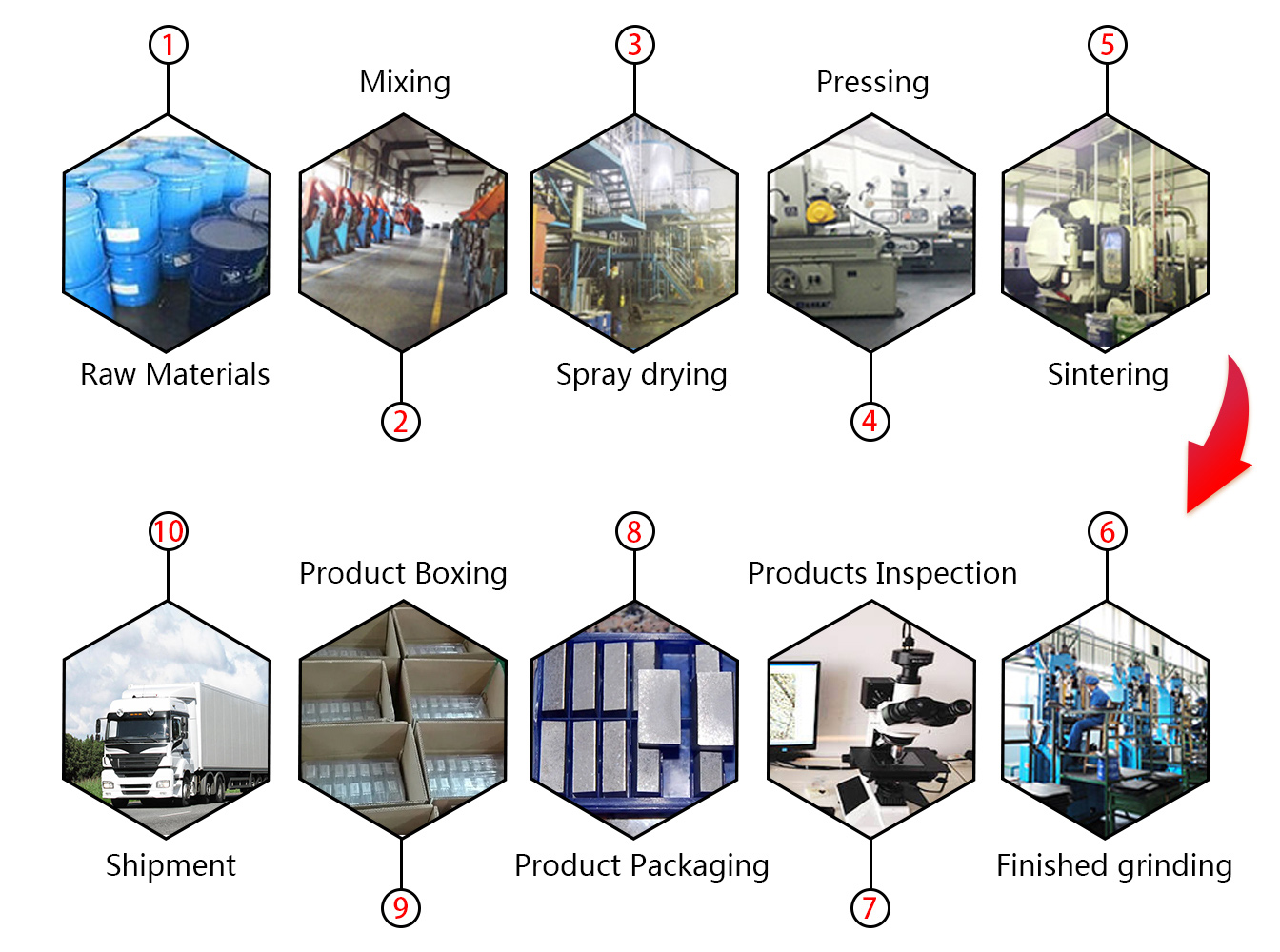
Processus de production
Conditionnement

-

Plaque en carbure de tungstène – Cuivre poli fin...
-

Fraise à scalper en carbure de tungstène pour cuivre et...
-

Pointes brasées en carbure de tungstène conformes à la norme ISO
-

Pointe de travail du bois en carbure de tungstène et STB
-

Bandes de carbure de tungstène – Carré...
-

Cliveuse à fibre optique en carbure de tungstène de rechange...



