














وضاحت

ايلومينيم انگوٽ لاءِ فيس ملنگ ڪٽر
پيداوار جو جائزو:
ايلومينيم انگوٽ فيس ملنگ ڪٽر گرم رولنگ کان اڳ مٿاڇري ملنگ لاءِ ٺهيل آهي
ايلومينيم جي انگن جو عمل. ايلومينيم جي مواد جي منهن ملنگ ڪٽر سيريز ۾ رف شامل آهي
ملنگ ڪٽر، درست ملنگ ڪٽر، ۽ ڪوٽيڊ ملنگ ڪٽر. رف ملنگ ڪٽر
ٿلهي خالي جڳهن جي بلڪ ملنگ لاءِ استعمال ڪيو ويندو آهي. درست ملنگ ڪٽر کي بهتر بڻائڻ لاءِ استعمال ڪيو ويندو آهي
ايلومينيم جي انگن جي مٿاڇري جي همواري. ڪوٽيڊ ملنگ ڪٽر بليڊن جي لباس جي مزاحمت ۽ عمر کي وڌائي ٿو.
پيداوار جون خاصيتون:
1، ملنگ ايج تيز آهي، جنهن جي نتيجي ۾ مل ٿيل ايلومينيم انگوٽ تي هڪ هموار مٿاڇري آهي، سٺي سان
پروسيسنگ استحڪام.
2، بليڊ ۾ اعليٰ کثافت ۽ استحڪام آهي، جيڪو بهترين اثر مزاحمت ۽ لباس مزاحمت پيش ڪري ٿو. 3، بليڊ جي مٿاڇري ۾ سٺي همواري آهي، جيڪا غير چپکڻ واري ۽ غير جلندڙ ملنگ جي عمل کي يقيني بڻائي ٿي.
رَف ملنگ ڪٽر:
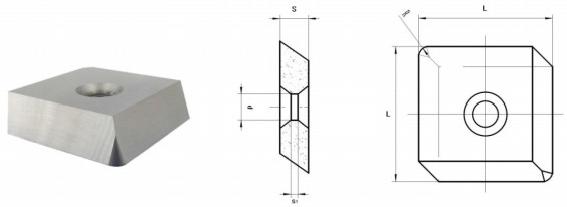
| آرڊر ڪوڊ | ماپ (ايم ايم) | ||||
| L | R | d | S | s1 | |
| جي ٽي 6206-ايل | 37.4 | 3 | 7 | 8 | 2 |
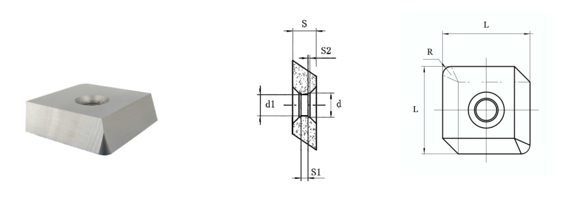
| آرڊر ڪوڊ | ماپ (ايم ايم) | ||||||
| L | R | S | S1 | S2 | d | d1 | |
| JT6206-M | 30 | 3 | 8 | 2.4 | 0.65 | 8.2 | 7.2 |
ملنگ ڪٽر ختم ڪريو:
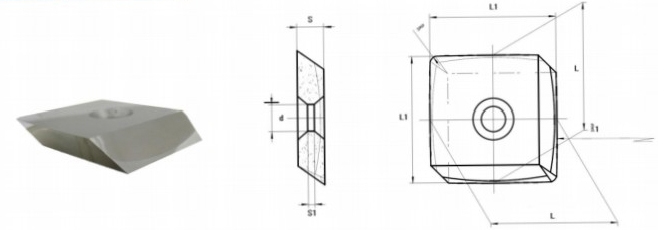
| آرڊر ڪوڊ | ماپ (ايم ايم) | ||||||
| L | L1 | R | R1 | S | S1 | d | |
| جي ٽي 6027 | 37.4 | 37.08 | 3 | 730 | 8 | 2 | 7.4 |
ڪوٽيڊ ملنگ ڪٽر:

گريڊ لسٽ
| گريڊ | ISO ڪوڊ | جسماني مشيني خاصيتون (≥) | درخواست | ||
| کثافت جي/سينٽي ميٽر 3 | سختي (HRA) | ٽي آر ايس ن/ملي ميٽر 2 | |||
| وائي جي 3 ايڪس | ڪي05 | 15.0-15.4 | ≥91.5 | ≥1180 | ڪاسٽ آئرن ۽ غير فيرس ڌاتو جي درست مشيننگ لاءِ موزون. |
| وائي جي 3 | ڪي05 | 15.0-15.4 | ≥90.5 | ≥1180 | |
| واءِ جي 6 ايڪس | ڪي 10 | 14.8-15.1 | ≥91 | ≥1420 | ڪاسٽ آئرن ۽ غير فيرس ڌاتو جي درست مشيننگ ۽ نيم ختم ڪرڻ لاءِ مناسب، انهي سان گڏ مينگنيز اسٽيل ۽ ڪونچڊ اسٽيل جي پروسيسنگ لاءِ. |
| وائي جي 6 اي | ڪي 10 | 14.7-15.1 | ≥91.5 | ≥1370 | |
| وائي جي 6 | ڪي 20 | 14.7-15.1 | ≥89.5 | ≥1520 | ڪاسٽ آئرن ۽ هلڪي مصر جي سيمي فنشنگ ۽ رف مشيننگ لاءِ موزون، ۽ ڪاسٽ آئرن ۽ گهٽ مصر واري اسٽيل جي رف مشيننگ لاءِ پڻ استعمال ڪري سگهجي ٿو. |
| وائي جي 8 اين | ڪي 20 | 14.5-14.9 | ≥89.5 | ≥1500 | |
| وائي جي 8 | ڪي 20 | 14.6-14.9 | ≥89 | ≥1670 | |
| وائي جي 8 سي | ڪي 30 | 14.5-14.9 | ≥88 | ≥1710 | روٽري امپيڪٽ راڪ ڊرلنگ ۽ روٽري امپيڪٽ راڪ ڊرلنگ بٽس کي انلي ڪرڻ لاءِ موزون. |
| وائي جي 11 سي | ڪي 40 | 14.0-14.4 | ≥86.5 | ≥2060 | سخت پٿر جي بناوت کي منهن ڏيڻ لاءِ هيوي ڊيوٽي پٿر جي سوراخ ڪرڻ واري مشينن لاءِ ڇني جي شڪل يا مخروطي ڏندن جي ٽڪرن کي لڳائڻ لاءِ موزون. |
| وائي جي 15 | ڪي 30 | 13.9-14.2 | ≥86.5 | ≥2020 | اسٽيل بارن ۽ اسٽيل پائپن جي ٽينسل ٽيسٽنگ لاءِ مناسب، اعليٰ ڪمپريشن تناسب هيٺ. |
| وائي جي 20 | ڪي 30 | 13.4-13.8 | ≥85 | ≥2450 | اسٽيمپنگ ڊائيز ٺاهڻ لاءِ موزون. |
| وائي جي 20 سي | ڪي 40 | 13.4-13.8 | ≥82 | ≥2260 | معياري حصن، بيئرنگن، اوزارن وغيره جهڙين صنعتن لاءِ ڪولڊ اسٽيمپنگ ۽ ڪولڊ پريسنگ ڊائيز ٺاهڻ لاءِ موزون. |
| وائي ڊبليو 1 | ايم 10 | 12.7-13.5 | ≥91.5 | ≥1180 | اسٽينلیس سٹیل ۽ جنرل الائي اسٽيل جي درست مشيننگ ۽ سيمي فائننگ لاءِ موزون. |
| يو ڊبليو 2 | ايم 20 | 12.5-13.2 | ≥90.5 | ≥1350 | اسٽينلیس اسٽيل ۽ گهٽ مصر واري اسٽيل جي سيمي فائنشنگ لاءِ موزون. |
| واءِ ايس 8 | ايم05 | 13.9-14.2 | ≥92.5 | ≥1620 | لوھ تي ٻڌل، نڪل تي ٻڌل اعليٰ گرمي پد واري مصر، ۽ اعليٰ طاقت واري اسٽيل جي درست مشيننگ لاءِ موزون. |
| يو ٽي 5 | پي 30 | 12.5-13.2 | ≥89.5 | ≥1430 | اسٽيل ۽ ڪاسٽ آئرن جي ڳري ڊيوٽي ڪٽڻ لاءِ موزون. |
| يو ٽي 15 | پي 10 | 11.1-11.6 | ≥91 | ≥1180 | اسٽيل ۽ ڪاسٽ آئرن جي درست مشيننگ ۽ سيمي فائنشنگ لاءِ موزون. |
| يو ٽي 14 | پي 20 | 11.2-11.8 | ≥90.5 | ≥1270 | اسٽيل ۽ ڪاسٽ آئرن جي درست مشيننگ ۽ سيمي فائنشنگ لاءِ مناسب، وچولي فيڊ ريٽ سان. YS25 خاص طور تي اسٽيل ۽ ڪاسٽ آئرن تي ملنگ آپريشن لاءِ ٺهيل آهي. |
| يو سي 45 | پي 40/پي 50 | 12.5-12.9 | ≥90 | ≥2000 | هيوي ڊيوٽي ڪٽڻ وارن اوزارن لاءِ موزون، ڪاسٽنگ ۽ مختلف اسٽيل فورجنگ جي رف موڙ ۾ بهترين نتيجا فراهم ڪري ٿو. |
| يو ڪي 20 | ڪي 20 | 14.3-14.6 | ≥86 | ≥2250 | روٽري امپيڪٽ راڪ ڊرلنگ بِٽس کي لڳائڻ ۽ سخت ۽ نسبتاً سخت پٿر جي شڪل ۾ ڊرلنگ لاءِ موزون. |
آرڊر جو عمل

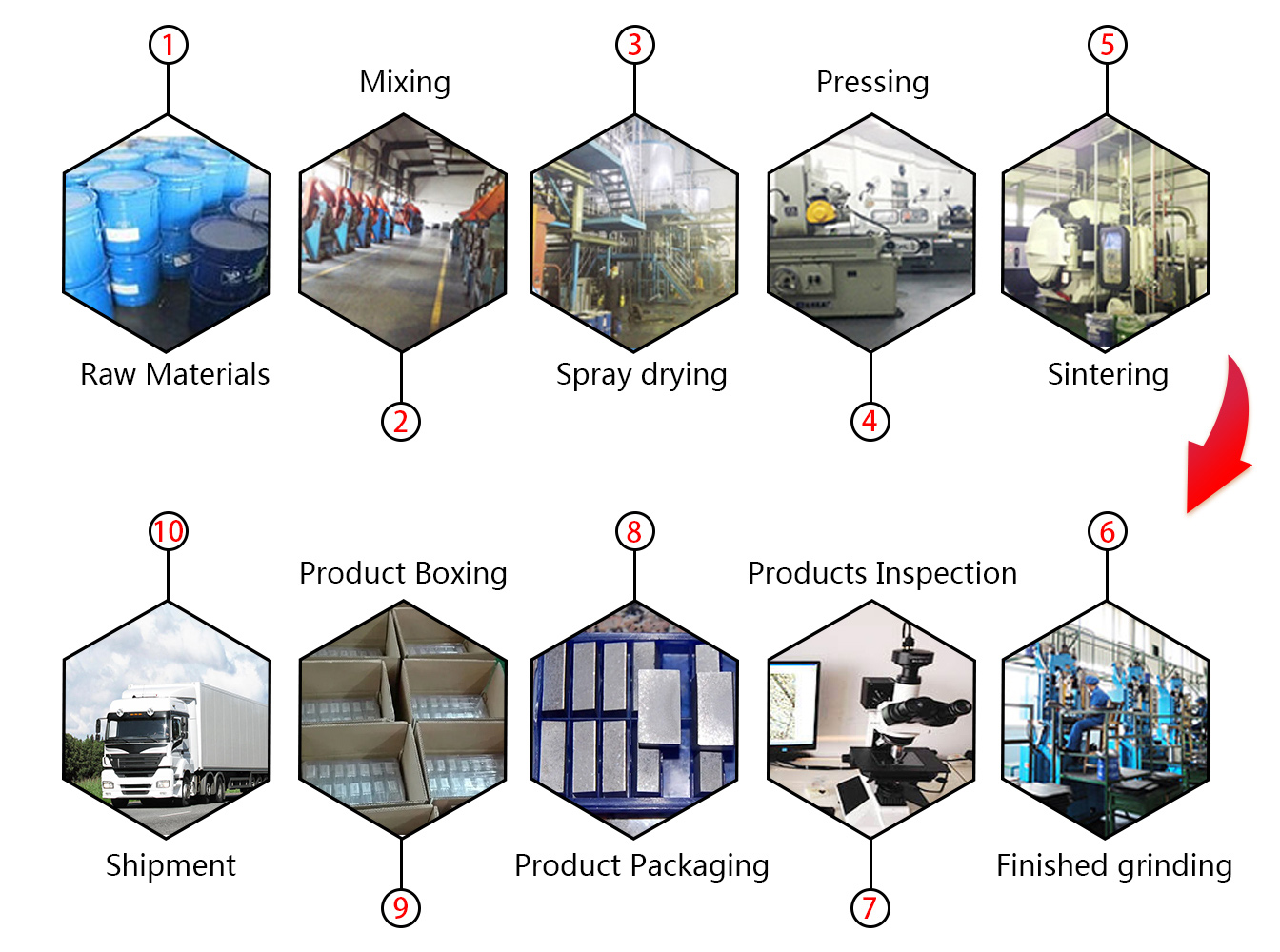
پيداوار جو عمل
پيڪنگنگ










